Точное позиционирование оборудования селективной пайки прецизионных компонентов

Рис. 1 Пример селективной пайки с металлическим экранированием
03 августа 2022 года
Резюме
Движение в сторону прецизионной технологии также влияет и на процессы пайки. Селективная пайка — надёжный процесс для сквозных выводов, предоставляя широкий технологический диапазон для разработчиков.
Сквозные вывода на сегодня могут паяться с верхней или нижней стороны плат, платы в плате, печатных плат (ПП) с металлическим экранированием или вне пластмассового, или алюминиевого корпуса.
Материалы, используемые для паяных соединений, требуют высоких температур.
флюса и компонентов, но и рабочая температура оборудования пайки становится выше. Туннельные установки пайки в азоте требуют контроля температуры для предотвращения перегрева. Доступны усовершенствованные установки со встроенным охлаждением азота. Замкнутый процесс туннельной, волновой пайки обладает широким диапазоном и не чувствителен к небольшим изменениям в окружающей обстановке. То же самое относится и к установкам волновой пайки, которые имеют системы азотного укрытия над волной. Улучшенные предварительные нагреватели дают достаточно тепла для сборки, а вытяжные системы достаточно адекватны для поддержания требуемых условий процесса. Азот улучшает пайку и минимизирует нагар при повышенных температурах пайки.
Селективная пайка — разносторонний процесс. По сравнению с волновой есть дополнительные параметры процесса, задействованные при высоких температурах. Паяные соединения должны производиться вплотную к площадкам или компонентам поверхностного монтажа (ПМ). Смещение на 0.5 мм может привести к перескоку пайки или перегреву компонентов. Высокая температура может вызвать скручивание платы, воздействующее также на точность позиционирования форсунки пайки. При высокой температуре все материалы будут расширяться, но не у всех используемых материалов совпадают коэффициенты расширения. Это не только приводит к напряжениям, но может также вызвать смещение.
В содержании:
- модуль флюсования;
- модуль подогрева;
- роботизированный захват;
- пайка погружением;
- протягивающее устройство;
- методика эксперимента;
- проверка точности роботизированного флюсования;
- проверка точности роботизированного захвата;
- форсунка селективной волны;
- специальный инструментарий и точность компонентов
Заключение
Селективная пайка — надёжный процесс, где отслеживаются параметры. На различных стадиях процесса обнаружены критические параметры:
Процесс флюсования — в этом первом процессе нет повышения температуры и точность обеспечивается с помощью:
1. Роботизированным позиционированием по оси Х и Y.
2. Замера протока флюса.
3. Проверкой направления протока флюса.
Процесс подогрева — нет специальных требований к обработке платы или точности позиционирования. Температура измеряется пирометром для гарантии активации флюса и предотвращения перегрева.
Процесс пайки погружением — для стабильного погружения требуется выполнение нескольких требований:
1. Позиционирование платы в захвате должно определяться:
- механической фиксацией или
- реперными знаками.
2. Позиционирование форсунки должно определяться:
- машинной проверкой по реперным знакам или
- механической фиксацией ПП/захват — форсунка.
3. Положение по оси Z гарантировано установкой стержней на плате форсунки.
Пайка протяжкой над селективной волной — необходимые требования:
1. Позиционирование ПП в захвате должно определяться:
- механической фиксацией или
- реперными знаками.
2. Машинная точка форсунки определяется:
- реперными знаками по оси Х и Y или
- датчиком по оси Z.
3. Позиционирование ПП по оси Z критично при пайке. Необходимо специальное внимание для уверенности в отсутствии скручивания. Для компенсации плоскостности (скручивания платы, измеренное лазером) используется ПО и специальный инструментарий захвата.
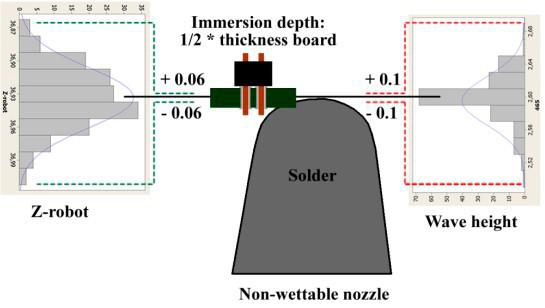
Рис. 2 Схематичное изображение колебаний высоты волны и робота по оси Z.
Наиболее критична для этого процесса плоскостность платы.
Эксперименты и возможности установки показывают, что несмотря на изменения температуры и скручивание платы, вывода в сквозных отверстиях могут быть пропаяны очень аккуратно. Знание процесса и небольшой, но очень эффективный инструментарий, помогают в улучшении точности. Специальная конструкция форсунок имеет не смачиваемую поверхность сверху, чтобы избежать образования мостиков. Этот вариант требует точности позиционирования 0.10 мм. Робот продемонстрировал стабильную точность позиционирования, соответствующую жёстким требованиям к размещению с помощью механических приспособлений или вспомогательных устройств.
**************************
Компания «БалтМедиа Партнёр», работая в содружестве с изготовителями оборудования для оснащения сборочно- монтажного автоматизированного производства, решает индивидуально с каждым заказчиком, как правильно выбрать необходимое оборудование и эффективно выстроить производственный процесс, сопровождая его поставками расходных и базовых материалов.
Для ознакомления с оригиналом, необходимости перевода и для совместной работы используется следующий контакт:
Тел. +7 (921)895−1422. (812)994−9502
Электронная почта: office@bmptek.ru
Управляющий проекта — Алексей Леонов
