Соображения по вентиляции для ванн металлизации

Ванны с открытой поверхностью, используемые для очистки, травления, металлизации и других задач по отделке, требуют вентиляции по стандарту, защиты работников, предохранения от зловонных или коррозионноактивных испарений из близлежащих мест или процессов.
Вытяжная вентиляция может быть дорогостоящим мероприятием, при этом затраты на энергию для контроля температуры и влажности являются одними из самых дорогостоящих. Продуманная конструкция может не только уменьшить текущие и «коммунальные» расходы, но и — минимизировать капитальные затраты. И хотя лучшее время для рассмотрения проекта вентиляции — до установки технологических ванн, причины модернизации являются вескими.
Это особенно важно, если меняется химия (появление хрома, никеля или кобальта), если добавлены операции, если допустимые концентрации веществ имеют более низкие пороговые значения, чем ранее, или, если технологическое оборудование препятствует воздушному потоку, считавшемуся достаточным.
Вентиляция также гарантирует свежий взгляд, если изменились такие параметры процесса, как температура, концентрация или перемешивание, если были внесены изменения в подпиточный воздух объекта или изменён контроль загрязнения воздуха, или, если есть проблема.
Всё это требует пристального внимания. Устранение этих симптомов с помощью улучшенной вентиляции ванн решит эти проблемы, одновременно выявляя скрытую проблему воздействия на работников, уменьшая потребность в обслуживании и ремонте, увеличивая срок службы чувствительных приборов и датчиков контроля.
Конструкции вентиляции ванн с открытой поверхностью подразделяются на четыре обширные категории: боковая вытяжка, двухтактная (нагнетание-вытяжка), навесные колпаки и ограждающие.
Боковая вытяжка использует щелевой колпак, установленный под прямым углом и примыкающий к рабочей ванне, отводя испарения со всей поверхности ванны. Ширина ванны, класс опасности и наличие (отсутствие) перекрёстных сквозняков являются факторами, определяющими количество, высоту и конфигурацию вытяжных колпаков. Там, где расстояние прохождения сквозняка свыше метра, одной боковой вытяжки недостаточно.

Рис. Расположение вентиляции на ручной линии подтравливания в соляной кислоте.
Двухтактная вентиляция использует струю воздуха над поверхностью раствора и боковой вытяжной короб с противоположных сторон ванны. Укрывающий слой проносится над поверхностью ванны, образуя стоячий слой с обеих сторон. Это замедляет влажные испарения и ускоряет окружающий поток. В системе
Двухтактная вентиляция требует значительно меньших объёмов вытяжки по сравнению с боковой, работающей только на вытяжку. Более низкая скорость вентиляции двухтактной системы приводит непосредственно к компактным вытяжным каналам, вентиляторам и скрубберам. Отработанный воздух необходимо заменять и кондиционировать, а двухтактные системы имеют преимущество в том, что их можно использовать в паре с небольшими установками подпиточного воздуха. Подпиточный воздух создает положительное или отрицательное давление, в зависимости от того, больше или меньше его требуется, чем объём отработанного воздуха. По стандарту объём подпиточного воздуха должен быть на уровне 90−110% от вентилируемого. Если отработанный воздух вредный, то подпитка не может превышать 100% вытяжки.
На гальванике рекомендуется поддерживать небольшое отрицательное давление воздуха так, чтобы при открытии наружной двери давление внутри помещения сопротивлялось усилию. Если верно обратное, то следует скорректировать скорость подпитки. Поскольку подпиточный воздух обычно подогревается зимой, поддержание его на минимально допустимом уровне может обеспечить значительную экономию энергии.
В зависимости от химикатов, не подогретый, уличный воздух может иногда направляться поверх ванны для компенсации вытяжного. Там, где электролит анодирования требует охлаждения, неотапливаемый приточный воздух снижает требования к охлаждению.
Двухтактная вентиляция чаще всего используется с большими ваннами, когда важна высокая эффективность улавливания и когда доступ или эргономические соображения исключают использование верхнего колпака.
Навесные вытяжки могут быть отдельно стоящими и открытыми с каждой стороны или только с трёх сторон. Они контролируют воздушный поток над конкретными ваннами с достаточной скоростью, но не пригодны там, где используются токсичные химикаты или где тепловые потоки от горячих процессов, точечного охлаждения или движения в установке, и создаются неизбежные сквозняки.
Навесные вытяжки редко используются для вентиляции ванн с открытой поверхностью по нескольким причинам:
- Колпаки над рабочими ваннами могут мешать работе кранов, подъёмников и другому технологическому оборудованию.
- Испарения, поднимающиеся вертикально с поверхности электролита в навесной колпак, вероятно захватят зону дыхания оператора.
Ограждающие колпаки, частично или полностью охватывающие ванну. Они выполнены из бокового кожуха и одной панели или панелей с каждой стороны. Этот вариант вентиляции уменьшает сквозняки, захватывая большую часть потока вытяжки над поверхностью ванны. Ограждающие колпаки становятся непригодными там, где требуется сквозной доступ к ванне.

Рис. Нижний боковой короб с коллектором подачи воздуха при анодировании.
|
,
|
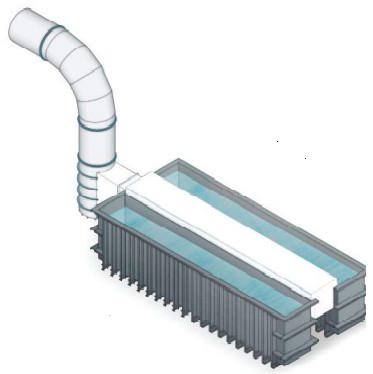
, Рис. Две ванны с вентиляцией через один нижний боковой канал с двойным поддувом. |
Вытяжка для ванн финишных покрытий обычно изготавливается из термопластичного материала, полагая, что температура электролита ниже порогового значения. Наиболее часто используемые материалы: РР (полипропилен), PVC (поливинилхлорид), PVDF (поливинилиденфторид), CPVC (хлорированный поливинилхлорид). Из них наиболее популярны: PP и PVC.
Материал «Polyro» — жёсткий и прочный, устойчивый к ударам, усталостным нагрузкам и экстремальным температурам. Он стоек к коррозии и химическому выщелачиванию, выдерживая электролиты, основания и кислоты. Это разумный выбор для объектов, подверженных инцидентам с кранами, вилочными погрузчиками и другими опасными механизмами — он стоек к ударам и может легко свариваться/ ремонтироваться на месте. РР также хорошо выдерживает высокие температуры.
При соединении этилена с пропиленом в процессе полимеризации результатом является сополимер полипропилена. Этот материал — гибкий, с улучшенными оптическими свойствами, поэтому пригоден к применению там, где необходима прозрачность и хорошая эстетика.
PVDF имеет превосходные пьезоэлектрические свойства, тепловую стабильность и механическую прочность. Колпаки из этого материала стойки к кислотам, основаниям, органическим растворителям, маслам и жирам, обладая исключительными изоляционными свойствами. Они продолжительно работают при температурном пределе 150ºС, имея преимущество для линий финишных покрытий, где одна или более операций производятся при повышенных температурах.
PVC обладает высокой плотностью для пластика, поэтому он очень прочен, а также — лёгок и экономичен. Максимум рабочей температуры для него — 60ºС; CPVC работоспособен до 93ºС. Обращается внимание на то, что фиттинги и соединители из этих материалов несовместимы
Крупные производители также предлагают огнестойкие материалы PVC, полипропилен и PVDF. ПВХ, например, горит только в открытом пламени. Когда он нагревается, он разрушается и менее способен взаимодействовать с воздухом, поддерживающим и распространяющим огонь.
Вентиляция — критический инженерный аспект, непосредственно влияющий на каждого и на каждое на производственном участке. И независимо от того, планируете ли вы новую линию, расширяете существующую или просто рассматриваете новую химию, получение информации от компании, предлагающей широкий спектр стандартных и нестандартных решений для вентиляции ванн, может только сделать вас умнее — и, вероятно, сэкономить много средств в краткосрочной и долгосрочной перспективе.
**************************
Компания «БалтМедиа Партнёр», работая в содружестве с изготовителями оборудования для оснащения сборочно- монтажного производства, производства печатных плат и гальваники, решает индивидуально с каждым заказчиком, как правильно выбрать необходимое оборудование и эффективно выстроить производственный процесс, сопровождая его поставками расходных и базовых материалов.
Для совместной работы используется следующий контакт:
Тел. +7 (921)895−1422. (812)994−9502
Электронная почта: office@bmptek.ru
Управляющий проекта — Алексей Леонов
