Селективная пайка: необходимость инноваций и совершенствования
Май 2023 года
Улучшение смачиваемости форсунки позволит решать более сложные задачи с паяными соединениями.
В селективной пайке используется форсунка с нижней стороны печатной платы (ПП) для припайки компонентов. Форсунка может перемещаться или заглубляясь (подавая припой на одиночный компонент), или смещаясь (запаивая несколько компонентов при одном смещении). В методологии селективной пайки допускаются особые соединения и использование многих типов форсунок.
Форсунки могут изменяться по размеру (внутреннему диаметру) и форме (делая их пригодными для различных типов процесса). Всё это диктуется конструктивом платы и требованиями процесса. Выбор типа форсунки зависит от паяемой сборки и времени цикла.
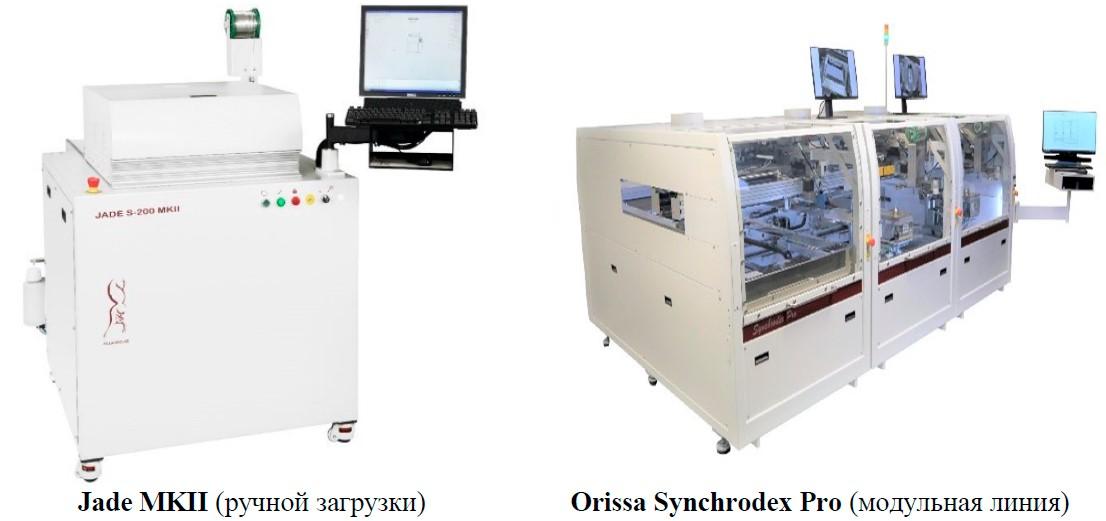
Установки ручной загрузки необходимо программировать по многочисленным паяным соединениям. Многие линии имеют модульную конструкцию, однако, включая модули с различными параметрами/форсунками для сокращения временного цикла.
Селективная пайка даёт много и других преимуществ по сравнению с волновой и ручной:
- минимальный термоудар;
- снижение стоимости по сравнению с волновой;
- пайка в инертном окружении для минимума дефектов, уменьшения нагаров и улучшения смачиваемости;
- применима для малосерийной и массовой продукции;
- повторяемость процесса и паяных соединений;
- необходимы несколько операторов.
Ключевые атрибуты форсунокzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzz
Для уверенности в контроле процесса пайки припой должен смачивать форсунку. Смачиваемость — это адгезия жидкости к твёрдому веществу, взаимодействие между поверхностной энергией твёрдого вещества и поверхностной энергии жидкого припоя. Поверхностная энергия (известная как поверхностное натяжение в отношении жидкостей) — результат относительной прочности соединения материала и уровня несбалансированных сил поверхности. Для описания поверхностной энергии существует много методов, в зависимости от поверхностного взаимодействия компонентов, которое можно измерить. Однако, в большинстве случаев измеряется стационарный контактный угол капли.
Когда нет иных сил, действующих на каплю (например, отсутствие контакта с другими поверхностями и нет воздушного сопротивления

Рис.2
Обычно, более предпочтительна статическая система для изучения смачиваемости, но описываемом варианте идёт речь о динамическом процессе в случае форсунки. В этом примере, смачивание припоем кончика поддерживает стабильную радиальную волну и обеспечивает контроль во время процесса пайки за счет стабильности формы купола для осаждения припоя.
|
Рис.3 |
Рис.4 |


На рисунке 3 показана хорошо смоченная форсунка, с плотно прилегающим припоем к внешней поверхности форсунки, формируя радиальную волну. Это даёт хороший контроль процесса селективной пайки. Статическая смачиваемость такой форсунки приведена на рис. 2А и 2 В.
В случае материала несмачиваемого легко припоем поверхностная энергия форсунки недостаточна для преодоления поверхностного натяжения припоя, преобразуя припой в односторонний поток, как показано на рисунке 4. Статическая смачиваемость форсунки имеет большой контактный угол, как приведено на рисунке 2.
Смачиваемость между жидким припоем и форсункой требует чистоты поверхности, с минимумом окислов на форсунке. Наличие окислов на поверхности препятствует смачиванию припоя на поверхности, действуя как барьер: поверхностная энергия окислов слишком низка для смачивания. Для удаления окислов применяется флюс, сохраняя и поддерживая чистоту межфазной границы перед и во время пайки. После очистки степень смачивания определяет химическая реакция между припоем и форсункой, ограничивая при этом и срок службы форсунки. Это приводит к изнашиваемости форсунки, а метал попадает в расплав припоя. Воздействие припоя и последующая реакция сами по себе не вызывают значительного износа. Вклад потока жидкости увеличивает износ в результате синергетического эффекта, который предполагает, что основным механизмом является сложная
Хорошая форсунка должна иметь хорошее смачивание припоем, гарантируя возможность контроля селективной пайки, работая сбалансированно между коррозией и смачиванием. Для достижения этого необходимо тщательно выбирать материал. Например, хорошо смачиваемые материалы, как медь, имеют высокую скорость растворения и будут за часы полностью переходить в расплав, демонстрируя связь снашиваемости и смачиваемости.
Необходимость совершенствованияzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzz
В настоящее время селективная пайка в производстве требует инноваций в оборудовании, типах насосов и очистке форсунок. Изучение материалов форсунок показывает слабое развитие. Новый материал снизит операционную и стоимость обслуживания в производстве, снизив общее количество требуемых форсунок и уменьшит время простоя
Другие участники селективной пайки в производстве разработали новые форсунки на основе обычно наносимых покрытий из химического никеля с погружным золотом, используя материалы, уже известные в отрасли. Хорошо известно, что электронная промышленность консервативна во многих отношениях, и это справедливо: «Зачем чинить то, что не сломано?», особенно, когда надежность имеет первостепенное значение. Исследование в области разработки форсунок явно не хватает. Каждый производственник в селективной пайке строго придерживается секретности в отношении материалов, используемых для их сопел, но были отмечены некоторые достижения в области азотирования как технологии обработки поверхности, позволяющей продлить срок службы устройств для волновой пайки.
*************************************************
|
.
|
. Компания «Emil Otto GmbH» являясь разработчиком оригинальных обширных серий флюсов и паст для пайки в электронном производстве, производит широкую гамму очистителей «Etimol» для форсунок и оборудования SMT, включая покрывающее масло камер насосов для защиты от припоя «EOCoverFluid TESU». «БалтМедиа Партнёр» по дистрибьюторскому соглашению с «Emil Otto» решает все возникающие на территории РФ вопросы поставок, информационной поддержки, запуска и сопровождения обслуживаемого производства. Тел. +7 (921) 895−1422, (921) 994−9502 Эл.почта: office@bmptek.ru Управляющий проекта — Алексей Леонов |

