Сдвиг LED компонента при оплавлении
(мнения экспертов)
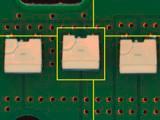
В чём первопричина сдвига светодиодного компонента (LED) поверхностного монтажа (SMT) во время оплавления? См. Фото.
Комментарий экспертов.
Bill Coleman,
Сдвиг может быть в результате недостатка выходов газа из припойной пасты, перемещаемой при оплавлении. Единственный путь корректировки этого — окно апертуры трафарета, оставляющее каналы выхода газов при оплавлении.
Walter Pierovski, производственный инженер компании «Esterline Interface Technologies»
Одна из наиболее общих причин сдвига компонента при оплавлении в том, что он «плавает». Причина плавания компонента заключается в большом количестве припой ной пасты наносимой в процессе трафаретной печати. Рекомендация — проверить как площадку, так и — конструкцию апертуры.
Сам бы использовал рекомендуемую конструкцию производственниками для начала, а рекомендацию IPC — в случае отсутствия данных по процессу в их технологическом описании. Также, следует рассмотреть толщину трафарета.
Определив базовые координаты хорошей начальной точки, если ещё имеется сдвиг, то можно подкорректировать конструкцию апертуры путём уменьшения. Или путём уменьшения на конкретный процент, или снижением количества пасты для плавания. Сделав это, всегда полезно повторить и задокументировать эксперимент для последующего использования.
Edithel Marietti, главный технолог компании «Northrop Grumman»
Проконтролируйте профиль. Имеется возможность того, что газовыделение вызывает сдвиг светодиодов LED.
Greg York, технический менджер по продажам компании «BLT Circuit Services Ltd.»
Вероятно, что плавание
Kay Parker, инженер технической поддержки «Indium Corporation»
В зависимости от количества припоя на площадке светодиодный компонент может стать подвижным или «плавающим» на поверхности расплавленного припоя. Это может усилиться и далее, при оплавлении в конвекционной печи, где вентиляторы действительно могут сдуть компоненты.
Есть надежда, что всё происходит без озвученного, но следует проконтролировать местоположение перед оплавлением, чтобы убедиться в том, что платы не сталкиваются, а оператор не перемещает эти компоненты вручную.
David Bao, директор по разработке новой продукции компании «Metallic Resources»
Есть много первопричин для смещения компонентов в процессе оплавления поверхностного монтажа (SMT):
- Слишком высокая скорость подъёма на стадии оплавления. Высокая скорость подъёма будет причиной избыточного газовыделения флюса, сталкивающая компонент с исходного местоположения.
- Вибрация или неожиданное изменение скорости в процессе оплавления.
- Окисление компонента или платы. Сильно окисленные компоненты или платы вызовут неадекватное смачивание при оплавлении.
- Недостаточная активность флюса в припойной пасте,
из-за которой — также неадекватное смачивание по обоим сторонам компонента. - Избыточное количество припойной пасты (слишком толстый трафарет). Большое количество расплавленного припоя вызовет плавание компонента при оплавлении.
- Неправильная трафаретная печать припойной пасты или неточный монтаж компонента.
- Неадекватный нагрев по двум сторонам компонента. Это может быть вызвано ли ассиметричной теплопередачей или высокой скоростью подъёма температуры в зоне оплавления.
.
***********************
Компания «БалтМедиа Партнёр» в коммерческом партнёрстве с коллегами помогает внедрению и освоению эффективной техники на российском рынке производителей электроники, ведя информационный мониторинг инновационных технологий, способствуя созданию партнёрских инженерных баз знаний и реализации планов развития производств партнёров.
По вопросам, связанным с производством электронной продукции, просьба использовать контакт:
Тел. +7 (921) 895−1422, (921) 994−9502
Электронная почта: office@bmptek.ru
Управляющий проекта — Алексей Леонов
