Руководство цеховым технологам: дефекты межсоединения
(перевод статьи из журнала «The PCB Magazine», сентябрь 2020, автор статьи — Michael Carano,
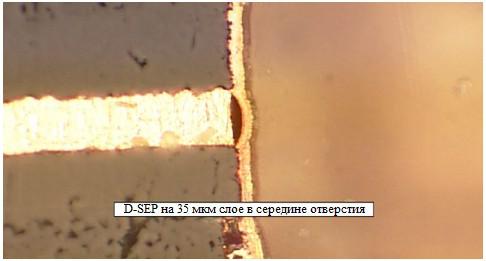
Рис. 1 D-SEP
Введение
Для тех, кто связан с производством печатных плат (ПП), ночным кошмаром является неизвестный дефект межсоединения (ICD).
По существу, ICD — это отделение металлизации от фольги межсоединения. В промышленности этот дефект классифицируется обычно по четырём категориям. Тип 1 описывает ситуацию, когда химическое меднение отделяется от торца меди внутреннего слоя. Конечно, есть и другие встречающиеся типы отделения.
Хорошо известно, что электролитическое меднение может отделяться от химического, но химическая медь остаётся на межсоединении. Эта ситуация рассматривается как Тип 2 ICD. Там, где Тип 1 адресуется к отделению химической меди от внутреннего контакта или внутреннего слоя, есть третий тип, где осадок химической меди расслаивается внутри себя. Это, наиболее вероятно, — нарушение однородности осадка. Тип 3 очень трудно выявить, требуя превосходного микрошлифа и технологии полировки, для обнаружения дефекта и путей его появления. Окончательно, ещё один дефект, с которым можно столкнуться — четвёртый тип ICD,
Тип 1
Тип 1 ICD существует благодаря ряду факторов. Первый, и наиболее известный, очень высокая скорость осаждения создаёт внутреннее напряжение в химическом осадке. Когда осадок в сильном напряжении, то тепловые воздействия вызовут отделение осаждённой меди от внутреннего слоя. Отделение может быть тоньше человеческого волоса вдоль вертикальной границы металлизации отверстия. Одно из решений для рассмотрения дефекта Тип 1 ICD — замедление скорости осаждения меднения. Также, это предотвращает избыточный катализ (избыток палладия на торце межсоединения) и снижает рабочую температуру.
D-SEP
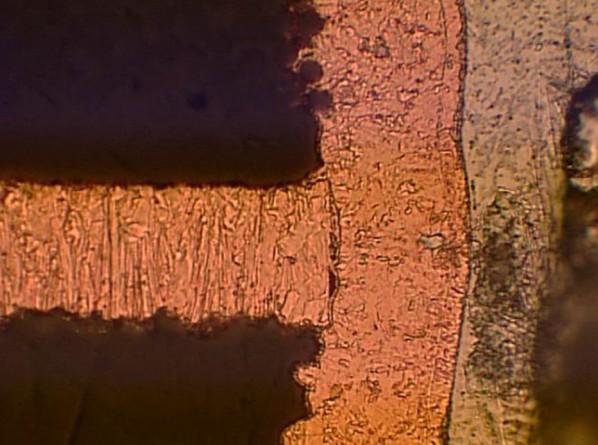
Рис. 2 Тип 1 ICD
Каждый может легко предположить, что Тип 1 ICD
Так как
- Низкий уровень щёлочи. Убывание щёлочи останавливает реакцию металлизации.
- Высокий удельный вес. Появление побочных продуктов препятствуют химической металлизации, наиболее значительно — от сульфата и формата натрия.
- Вибрация. Вибрация удаляет пузырьки воздуха, которые могут задерживаться в отверстии при выходе в раствор. Во время металлизации образуется водород, который нужно удалять из отверстий.
- Температура химического процесса. Высокая температура увеличивает скорость осаждения. Если раствор не прокачивается достаточно быстро, то реакция прекращается.
Как показывает следующая реакция, раствор химического меднения стареет со временем, с накоплением форматов, карбонатов и хлоридов, как побочных продуктов. Эти продукты фиксируются по удельному весу, но не определяются индивидуально. Хлориды образуются линейно с потреблением хлорида меди. Карбонаты в виде двуокиси углерода из воздуха взаимодействуют с гидроокисью натрия в растворе. Потребляя постоянно воздух, карбонат образуется линейно. Формат также имеет тенденцию к линейному росту на низких уровнях по следующим реакциям:
- 2НСНО + ОН => СН3ОН + НСОО (реакция Канниццаро)
- 2Cu (II)(комплекс) + НСНО + 5ОН => Cu2O + HCOO + 3H2O + 2(комплекс)
- 2HCHO + OH =>HCOO + H2
Форматы и другие побочные продукты вносят вклад в увеличение удельного веса, снижая скорость реакций. При такой ситуации каждый может определить существование
Некоторые пути для предотвращения D-SEP:
- Если обнаруживается
D-SEP , повысьте уровень щёлочи в растворе химического меднения до 9.5 г/л. - Понижение рабочей температуры раствора меднения.
- Снижение удельного веса раствора ванны.
- Увеличение способности раствора к прокачке через отверстия:
- увеличение вибрации;
- усиление прокачки раствора;
- убеждённость в соответствующем покачивании штанги;
- увеличение расстояния между платами.
Другие полезные области могут помочь:
- Усиление промывки отверстий.
- Подъём температуры промывной воды.
- Увеличенное рН промывки перед химической металлизацией.
- Убеждённость в отсутствии загрязнения смолой отверстий и зашламления химикатами в линии.
Заключение
В качестве технолога каждый должен быть способным понять разницу между Типом 1 ICD и DSEP по простой причине того, что пути появления различны. Таким образом, пример дефектности потребует взгляда на различные области производдственного процесса для устранения ICD дефектов.
*************************
По возможному сотрудничеству в технологиях
Электронная почта: office@bmptek.ru
Тел. +7 (921) 895−1422, (921) 994−9502
Управляющий проекта — Алексей Леонов
