Предотвращение появления шариков припоя при ручной пайке

Рис. 1 Образование шарика припоя
Причина проблемыzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzz
Хотя шарики припоя могут образоваться как при оплавлении поверхностного монтажа (SMT), так и при волновой пайке, в ручной пайке касанием или при ремонте печатной платы (ПП) также могут появиться шарики припоя. Они появляются во влаге или при иных проникновениях загрязнений, или на поверхности ПП, или при газовыделении компонента в процессе ручной пайки. При обнаружении может помочь выдержка в печи или очистка платы, или компонента, или сравнение результатов. Паяльник используют для оплавления припойной пасты при ремонте, когда паста нагревается слишком быстро, препятствуя полному активированию флюсом, приводя к окислению припоя и образованию шариков припоя.
Решения проблемыzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzz
Шарики припоя появляются, когда флюс становится жидким и капает, очищая все поверхности припоя и предотвращая припой от слипания в единую массу. Окисное покрытие, образуемое вокруг маленьких шариков припоя, защищает припой от слипания. Понижение температуры жала паяльника может устранить проблему.
Поскольку жало паяльника может только активировать данное количество флюса в каждый отрезок времени, замедление подачи проволочного флюса (рисунок 2) или снижение подачи припоя к паяному соединению (рисунок 3) могут помочь предотвратить образование шариков припоя. Полная активация флюса — ключ к предотвращению от окисленных слоёв.
Другим вариантом предотвращения образования окисных слоёв является использование слегка более активного флюса, выдерживающего температурный диапазон. Горячий воздух или ИК источник оплавления с более медленным нарастанием скорости, также могут помочь в решении проблемы шариков припоя при использовании пасты в ремонте. Медленное нарастание температуры гарантирует полное активирование флюса, предотвращая образование шариков.

Рис. 2 Слишком быстрая подаяа проволочного припоя может привести к образованию шариков.
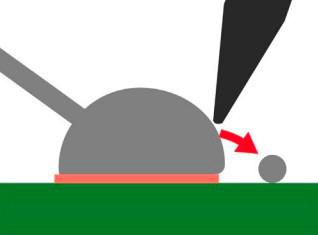
Рис. 3 Слишком много или массивный припой могут привести к образованию шариков.
Специалисты пайки нуждаются в адекватном обучении ручной пайке и результатам различных воздействий для снижения шансов получения шариков припоя. Обучение должно охватывать адекватное пополнение знаний правильных материалов, выбор соответствующего жала паяльника, как теплового моста между выводом и площадкой, поддержание правильной температуры жала и его чистоты. Неопытные технические специалисты легко и быстро попадают в массу припоя (рисунок 1).
Другой областью рассмотрения при отслеживании загрязнения припоя является вероятность загрязнения вывода компонента. Потенциальными источниками загрязнения являются: неправильное хранение компонентов, несоответствующий контроль статического электричества на компоненте, чистота ленты или крепление компонентов на ней.
С подходящим обучением или, в некоторых случаях, переобучением специалисты пайки смогут приобрести полезные привычки и помочь в диагностике случающихся проблем.
Напоминание стандарта IPC-A-610 по шарикам припояzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzz
Напоминание контролирующего стандарта касается шариков припоя. Они становятся дефектом (стандарт IPC-A-610H 5.2.7.1) когда:
1. Наличие шарика припоя уменьшает расстояние между ним и другой проводящей поверхностью ниже минимального электрического зазора.
2. Шарик припоя не захватывается, не включается, не примыкает или становится смещённым. Не допускается катание шарика припоя вокруг смонтированной электроники.
3. Шарик припоя попадает в покрытие или остатки флюса так, что другие формы монтажа или функции электронного узла не могут быть основными.
Устранение шариков припояzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzz
Шарики припоя могут быть удалены несколькими способами. Для шариков припоя включённых в остатки флюса может помочь деревянная или пластиковая палочка. Задача состоит в том, чтобы убедиться, что шарики припоя, образованные в процессе, не «потеряются» при сборке и не создадут проблемы гарантии надёжности. Большие шарики припоя могут удаляться жалом паяльника, флюсом и ограждением пайки. Если есть включения в конформное покрытие или другой материальный слой, то покрытие необходимо удалить до устранения шариков припоя.
Шарики припоя обычно появляются и в других процессах сборки ПП, появившиеся при ручной пайке, устраняются различными методами, охватывающими используемый флюс, подходящее жало паяльника и выбор температуры, поддерживая материал в процессе пайки свободным от влаги и загрязнений.
*************************
Компания «БалтМедиа Партнёр», находясь во взаимодействии с изготовителем, помогает на отечественном рынке внедрению и освоению разработок
По возможному сотрудничеству в технологиях
Электронная почта:
office@bmptek.ru
https://bmptek.ru
Тел. +7 (921) 895−1422, (812) 994−9502
https://facebook.com/valerydic2021/
Управляющий проекта — Алексей Леонов
