Подготовка и очистка поверхности, часть 3.
Подготовка и очистка поверхности, часть 3.
(перевод статьи из журнала «The PCB Magazine», декабрь 2018, автор статьи — Michael Carano,
Подготовка поверхности и очистка являются особенными аспектами окончательной металлизации и производства печатных плат (ПП). У производителя ПП есть несколько процессов из широкого перечня по очистке и подготовке поверхности. Однако, необходимо дополнительное рассмотрение для расширения портфеля продуктов, соответствующего современной технологии. В дополнение этот пример закроет разрыв в очистке и подготовке поверхности, сделав необходимые улучшения процесса как в лабораторном, так и промышленном масштабе.
Обзор
В основном, подготовка поверхности производится для уверенности в хорошей адгезии металла, диэлектрика, фоторезиста и защитной маски к подготовленной поверхности, хотя предотвращение избыточной адгезии могло бы быть также предметом. Проведите пробную подготовку поверхности перед нанесением сухого плёночного резиста, такую, которая не нарушит:
Полученную хорошую адгезию в процессе печать и травление, вызывая подтекание травителя под резист и создавая, однозначно, протрав.
Полученную хорошую адгезию при металлизации, вызывая дополнительное высаживание олова и свинца, в конечном счёте приводя к разрастанию коротких замыканий (КЗ).
Полученную хорошую адгезию неэкспонированного резиста при проявлении, вызывая замедление процесса печати и травления, приводя в конечном счёте к замыканиям.
Полученную хорошую адгезию неэкспонированного резиста при проявлении в гальваническом процессе, создавая плохую адгезию электролитической меди к фольговой (отслоение меди от меди).
Полученную хорошую адгезию экспонированного резиста в процессах печати и траления внутренних слоёв, блокируя образования многослойного соединения на такой поверхности меди.
Полученную хорошую адгезию экспонированного резиста в гальваническом процессе, вызывая подтрав.
Удаления остатков, включая хроматирование и органические соли (включая точечную органику), которые определённо влияют на скрепляемость внутренних слоёв и качество металлизации.
На рисунке 1 показан пример как протрава, так и КЗ
Чтобы полностью понять некоторые проблемы подготовки поверхности, то пример производства медной фольги усилит понимание по составу и топографии стандартной электролитической (ED) и реверсной фольг (барабанная сторона обработки).
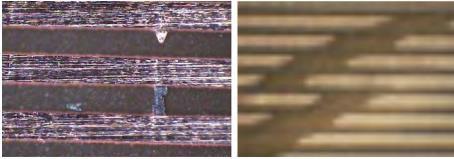
Рис. 1 Сращиивание (слева) и протрав (справа)
На рисунке 2 показана схематически плохая адгезия, приводящая к отслаиванию резиста. Как
результат, плохая адгезия ведёт к протраву меди.
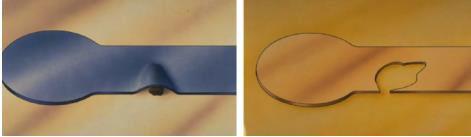
Рис. 2 На внутреннем слое плохая адгезия (слева) и результат после травления (справа).
На рисунке 3 схематично показан обычный процесс обработки шероховатой и гладкой сторон
электролитической фольги. В непрерывном процессе перемотки с рулона на рулон фольга
разматывается и проходит через несколько обработок в линии. Дендриты меди растут в первую
очередь на шероховатой стороне. Эти дендриты хрупкие и требуют защиты на второй стадии
получения пластичной меди. Эта последовательность повторяется, создавая дендриты на макушке
дендритов. Альтернативно, далее осаждается цинк или латунь, с последующей защитой
силановым связующим агентом, формирующим прочное соединение со смолой.
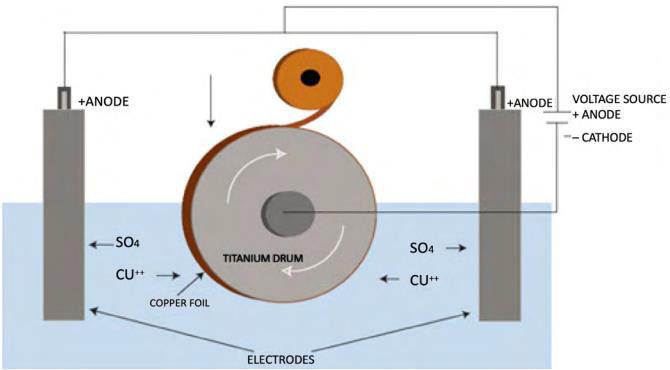
Рис. 3 Производство электролитической медной фольги
На гладкой стороне (барабана) осаждается очень тонкий барьерный слой цинка (никеля) с
последующим хроматированием и покрытием цинком. Никелевый барьер предотвращает
образование интерметаллических соединений меди с хромом, которые трудно удалить обработкой
в кислых очистителях. Ранее толщина и химический состав хромовых слоёв тщательно не
контролировались и могли привести к плохой адгезии резиста и выхода годных плат. Большой
прогресс был сделан в контроле конверсионного покрытия. Желаемые свойства улучшения
сбалансированы относительно способности удаления большей части хромового слоя в простой
обработке, такой как — 10% серная кислота.
Одно следует отметить, что уровень хроматирования может меняться по любому количеству
причин. Нет точной толщины или количества хромата на поверхности медной фольги. Несмотря
на это, удаление хромата с поверхности фольги является первым шагом для увеличения адгезии
фоторезиста. Хроматное конверсионное покрытие служит для предотвращения потускнения и
замедления процесса окисления меди. Хромовая фаза примыкает к гидратированной фазе хрома
Cr (OH)3 c превалированием хрома у окисленного иона Cr3+ с вкраплениями цинка. Степень
гидратации является критичной для удаления этого слоя в кислоте. Обычное содержание хрома
должно быть в покрытии около 5 мг/м2.
Иногда, поставщики также используют органический антипотускнитель такой, как бензотриазол.
Это обсуждаемо: почему и до какой степени эти конверсионные покрытия должны удаляться
перед наслаиванием. В случае хроматных конверсионных покрытий достаточно очевидно, что
большинство сухих плёнок хорошо не присоединяются к такой поверхности. Также, в
большинстве процессов производства внутренних слоёв предварительная очистка играет двоякую
роль: удаление хромата для адгезии плёнки и гарантированное хорошее оксидирование для
многослойного скрепления.
Кроме этого, неудача в эффективном удалении хроматов и других загрязнений приведёт к
неравномерному травлению. Это означает, что во время операции шерохования (после удаления
хромата и загрязнения), используя микротравление, шероховатость будет меньше оптимальной из-
за неполного удаления хромата и других загрязнений. Это негативно влияет на адгезию резиста. В
местах, где остались органические загрязнения и хроматы, микротравитель потеряет способность
к однородной структурированной поверхности.
Самостоятельная оценка и сбор данных
Ввиду важности подготовки поверхности в производстве ПП, изготовитель должен погрузиться в
оценку существующих химических и механических процессов. Для некоторых оценок потребуется
плотно поработать с поставщиками сухой плёнки и химикатов.
Когда оценивается эффективность подготовки поверхности для первичного экспонирования,
должны быть рассмотрены следующие данные, как минимум:
1. Профилометрия поверхности с различными микротравителями.
2. Эффективность химикатов при удалении хроматов для чистоты поверхности и топографии.
3. Анализ обработанной медной поверхности с использованием электронного микроскопа
при различных составах микротравителей.
4. Контроль отслоения плёнки и маски после химобработки.
5. Анализ боковых стенок после проявления с помощью электронного микроскопа, сравнивая
различные методы химической подготовки.
Примеры химически обработанных медных поверхностей показаны на рисунке 4. Разница в
микротравителях прямо сказывается на разнице в топографии. Это необходимо рассматривать,
когда оцениваются чистота химобработки и адгезия.
В будущей публикации посмотрим на проблемы адгезии защитной маски. Это важно из-за
агрессивной природы нескольких финишных покрытий, включая ENIG и химлужение.
Желаемые результаты
Всеобъемлющая задача производителя — оптимизировать процессы очистки и подготовки медной
поверхности. Технологу также понадобится включение полученных данных в рабочую
документацию относительно разницы в структуре зерна различных составов микротравителей и
их воздействия на медную фольгу.
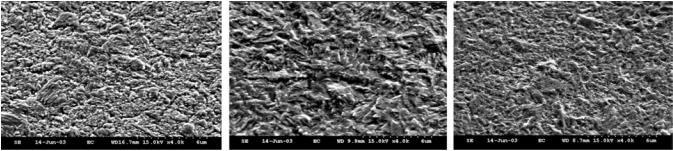
Рис. 4 Перекись
Знание этой разницы позволит технологу дать рекомендации относительно комбинации
очистителей и микротравителей, обеспечивающей оптимальный профиль поверхности для
удовлетворения требований производства ПП, включая, но не ограничивая:
1. Адгезию для первичного резиста на рисунках схемы с проводниками менее 125 мкм (рис.4)
2. Способность сохранять перемычки защитной маски.
3. Улучшение адгезии защитной маски в различных условиях, включая способность противостоять вспучиванию в процессах ENIG и химлужения.
4. Задокументированное улучшение выхода годных от заказчиков, готовых поделиться данными.
5. Расширение спектра процессов очистки и подготовки поверхности новыми и
улучшенными процессами и составами.
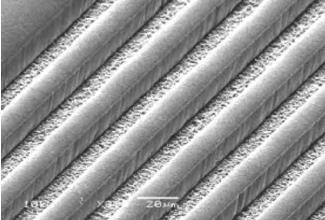
Рис. 5 Боковые стенки проявленного фоторезиста (20 мкм проводник)
В заключение, проводники и зазоры становятся только чётче (рисунок 5).
******************************
Компания «БалтМедиа Партнёр» помогает производителям электроники внедрению и освоению на
российском рынке эффективной техники и технологи ведущих разработчиков, поставляя, помогая и
консультируя по составам обработки: обезжиривание, декапирование, травление, активирование,
химическая металлизация и электролитическое меднение, финишные покрытия, подготовка и нанесение
защитные покрытий.
По возможному сотрудничеству просьба использовать следующий контакт:
Электронная почта: office@bmptek.ru
Тел. +7 (921) 895−14−22
Управляющий проекта — Алексей Леонов
