Оценка выбросов гальваники

28 февраля 2024 года
Инжиниринговая фирма подает заявку на получение государственного разрешения на выбросы в атмосферу. Формы разрешения требуют оценки выбросов, возникающих в результате ряда гальванических процессов осаждения металла.
Но не удалось найти никакой информации о том, как это можно сделать. Возникла просьба оказать какую- либо помощь. Кроме того, интересует мнение о двухтактной вентиляции (приток-вытяжка), особенно на твёрдом хромировании. Наконец, что входит в конструкцию хорошей вентиляционной системы для гальванической ванны?
Вопрос возникает так часто, что далее следует подробный ответ.
Печальный факт в том, что нет хорошей справочной информации, позволяющей провести научную оценку интересующих выбросов. Несколько лет назад были спонсированы исследование доктора Джона Дитца из Университета Центральной Флориды, в котором представлены уравнения для оценки выбросов при хромировании. Основное уравнение для оценки следующее:
Cr = 49 000 + 0/0016
Cr = масса выделений шестивалентного хрома (исключая контрольное оборудование);
Объём = объём гальванической ванны.
По операциям хромирования, на сегодня, нет доступного метода научной оценки. Для грубой оценки, разработанной Департаментом охраны окружающей среды штата
ERP = % Gassing Rate Factor x process makeup rate in lb/hr, где
Скорость газообразования и процент берутся из Таблицы.
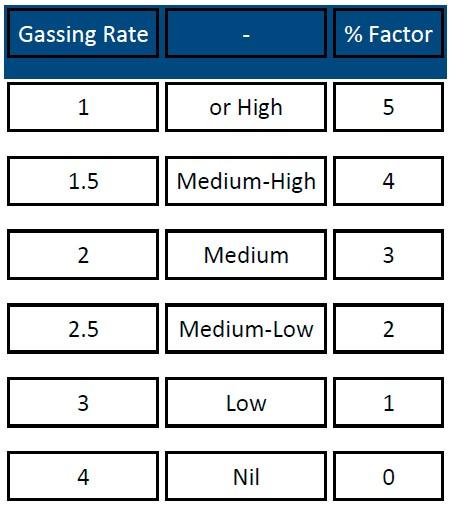
Для расчёта нужно знать % фактор и скорость пополнения процесса, выраженную в фунт/час (lb/hr) воды и химикатов, добавляемых в процессе работы.
Например, в процессе подтравливания железа/стали в соляной кислоте скорость газовыделения выражается «2», показывая фактор газообразования равным 3%. Если скорость корректировки водой и соляной кислотой будет 8 фунтов в час, выделения в процессе подтравливания будут следующие:
ERP = 0.03×8 = 0.24 фунт/час
Примечание: при тестировании несколько раз выбросы в процессе оценки по этому методу были значительно выше фактических. Однако, это всё, что доступно в настоящее время.
Что касается двухтактных вентиляционных систем для твёрдого хромирования, то они не столь впечатляющие. Пример того, как этого не следует делать, показан на фотографии, которая была сделана на крупном предприятии.
Рассмотрение конструкции вентиляцииzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzz
Надлежащая вентиляция в процессе металлизации регулируется правилами OSHA, раздел 29 CFR 1910.94. Полный обзор проектирования вентиляции вне рамок статьи, но вот некоторые основы:
- Сначала нужно оценить процесс с точки зрения «потенциальной вредности». Например, в хромировании этот потенциал имеет градацию
А из-за токсичности (по OSHA PEL содержание хромовой кислоты в испарениях должжно быть 0.1 мг/м3). - Скорость газовыделения или тумана оценивается в процессе, как «Высокая», равная 1.
- В OSHA скорость улавливания при опасности «А» и скорости газообразования «1» составляет 150 футов в минуту для бокового вытяжного колпака в незакрытом месте. Нужно увеличить это значение, если есть сквозняки вокруг ванны хромирования или если поблизости расположена дверь. Лучше всего предполагать, что никогда не будет спокойного местоположения.
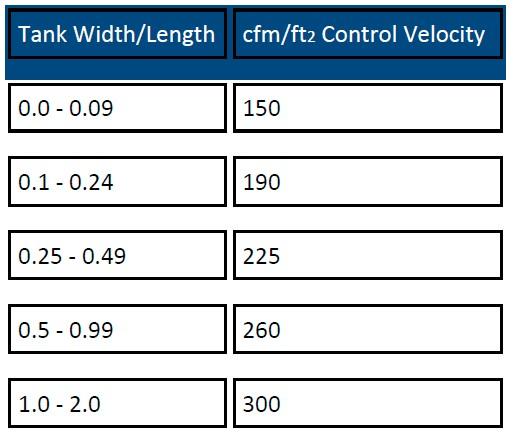
- OSHA устанавливает различные скорости вентиляции в зависимости от соотношения, полученного при делении ширины ванны на длину. Например, ванна шириной 2 фута и длиной 4 фута будет иметь соотношение 2/4 = 0,5, и, согласно таблице OSHA, показанной ниже, потребуется 260 м3/ фут2 площади поверхности ванны, если она расположена у стены, или 340 м3/ фут2, если ванна отдельно стоящая. При этом, общая скорость вытяжки для ванны размером 2×4 фута составила бы 260x2x4 = 2080 фут3/мин.
Скорость улавливания должна быть сбалансирована с газовыделением, в зависимости от конструкции вытяжного колпака. Он может быть оснащён перегородками и боковыми панелями или быть без них. Например, для ванны шириной 2 фута и длиной 4 фута требуется около 225 м3/фут2 для достижения скорости улавливания 150 фут/мин (для хромированния, с вытяжным колпаком с боковыми прорезями, с перегородкой), в то время, как такая же скорость улавливания может быть достигнута примерно при 150 м3/фут2, если вытяжной колпак имеет боковые щели. Добавление или удлинение боковых щелей также может повысить эффективность вытяжной системы за счёт уменьшения поперечных тяг. Боковые щели должны продлеваться дальше от колпака. Более низкие показатели газовыделения приводят к снижению выбросов (в некоторых случаях) и снижению счетов за электроэнергию (во всех случаях), но следует убедиться, что соблюдаются стандарты OSHA по воздействию на работников.
Но можно переусердствовать. Высокая скорость вытяжки может повысить эффективность улавливания, но слишком высокая приводит к «вакуумированию» частиц тумана, которые обычно возвращаются обратно в электролит.
Если используются вентиляционные каналы с нисходящей тягой, вертикальная перегородка, установленная в верхней части канала, как правило, максимизирует скорость улавливания на большом расстоянии по ширине ванны и воздушному пространству над ней (в каналах с восходящей тягой «автоматически» используется вертикальная перегородка). Высота перегородки должна приближаться к ширине ванны (при условии, что перегородка не будет мешать перемещению над ванной), если вентиляция осуществляется только, с одной стороны.
Скорость поперечной тяги в освобождённых ваннах не должна превышать 75 футов/мин (0,4 м/сек), чтобы избежать чрезмерных выбросов и нарушения улавливания тумана вытяжным колпаком. В длинных ваннах вытяжной колпак нужно разделять, чтобы вытяжной воздух равномерно всасывался по всей длине колпака. Эффективность улавливания может быть измерена с помощью индикаторного газа или дыма.
Несколько завершающих советовzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzz
Рекомендуется ориентировать длинные ванны так, чтобы общая тяга воздуха в помещении проходила через узкий размер, а не вдоль более длинного.
Избыток приточного воздуха может нарушить улавливание выбросов. Приток должен быть согласован с вытягивающимся воздухом. Прорези не так эффективны для притока воздуха и создания завесы, как форсунки (отверстия). Струи притока должны быть направлены к центральной линии поверхности электролита в ванне. Приток меньше в размерах на равных участках по всей ванне для сохранения равной скорости воздуха. Объёмные заслонки и ручное отключение позволяют оператору точно настроить приток, а также отключать его во время погружения крупных деталей, блокирующих приток.
Для создания успешной системы технологической вентиляции требуется много продуманных и инженерных решений.
************************************
Компания «БалтМедиа Партнёр» ООО поставляет необходимые материалы, оборудование, оснастку и инструмент для
Тел. +7 (921) 895−1422, 8 (812) 994−9502
https://bmptek.ru
Электронная почта: office@bmptek.ru
https://facebook.com/valerydic2021/
Управляющий проекта — Алексей Леонов
