Оценка результатов металлизации

29 декабря 2023 года
Компания работает в инжиниринговой фирме, подающей заявку на получение государственного разрешения на выбросы в атмосферу, формы разрешения требуют оценки выбросов, возникающие в результате ряда процессов металлизации.
Грустный факт в том, что нет ссылок на научное определение выбросов у производственников. Несколько лет назад в университете Флориды появилось уравнение для подсчёта выбросов при хромировании:
Cr = 49000 + 0/0016
где:
- Cr = массовая эмиссия шестивалентного хрома (исключая оборудование контроля);
Amp-hr = пройденнныеампер-часы за установленный период;- Vol = объём электролита ванны.
По данным карманной книги «Руководства по охране окружающей среды», появившейся в 1975 году скорость потенциальной эмиссиии (ERP) определяется:
ERP = % скорости газообразования х скорость процесса в унц/час
Скорость газообразования можно найти в справочнике «Electroplating & Engineering Handbook» (Гальваника и инженерия). Скорость газообразования характеризуется числовым процентом, см. в таблице:
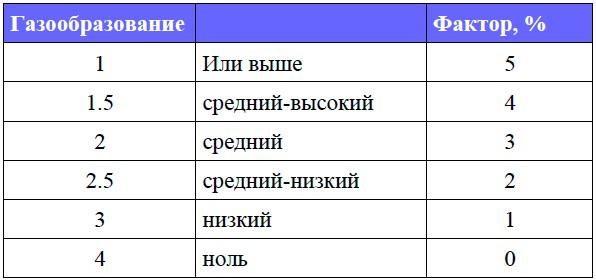
Для расчёта нужно знать % фактора и скорость процесса. Скорость процесса измеряется в унц/час воды и химикатов, возвращаемые в процесс при металлизации.
Например, если процесс — подтрав железа/стали в соляной кислоте, то скорость газообразования оценивается как 2, а фактор % - 3. Если скорость процесса по воде и соляной кислоте будет 8 унц/час, то эмиссия в этом процессе рассчитывается как:
ERP = 0.03×8 = 0.24 унц/час
Двухтактные вентиляционные системы (вентиляция-вытяжка) для твёрдого хромирования не очень удачны, если только система не спроектирована таким образом, чтобы «путаница» кабелей, зажимов и медных шин, которая обычно находится сверху ванны хромирования, не мешала поступающему воздуху и вытяжному каналу. Пример того, как этого не делать, показан на фото в заголовке, которое сделано на крупном предприятии по реконструкции самолетов несколько лет назад.
Конструкция вентиляцииzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzz
Надлежащая вентиляция в процессе металлизации регулируется правилами OSHA. Полное описание конструкции вентиляции выходит за рамки статьи, но некоторые основы будут следующие:
- Сначала процесс должен быть оценен на предмет «потенциальной опасности». Например, при нанесении хромового покрытия этот показатель потенциальной опасности равен «А»
из-за токсичности (OSHA PEL для аэрозольного тумана хромовой кислоты составляет 0,1 мг/м3) - Скорость газообразования или аэрозоля в процессе «высокая», обозначается как «1».
- Указанная в регламенте OSHA скорость улавливания комбинации опасности «А» и скорости газообразования «1» составляет 150 футов в минуту для бокового вытяжного колпака в неповреждённом месте.
- Регламент OSHA устанавливает различные скорости вентиляции в зависимости от соотношения, полученного при делении ширины ванны на длину. Например, для ванны 2 фута шириной и 4 фута длиной соотношение будет 2/4 = 0.5 и по регламенту OSHA (в таблице ниже) потребуется 260 куб. фут в минуту на кв. фут поверхности ванны, если ванна находится прямо у стены или 340 куб. фут в минуту, если ванна в произвольном расположении. Полная скорость вытяжки для ванны 2×4 фута должна быть 260x2x4 = 2080 куб. фут в минуту (3534 м3/час).
Скорость улавливания должна быть сбалансирована со скоростью вытяжки и зависит от конструкции вытяжного колпака. Он может оснащаться перегородками или без них и боковыми панелями. Например, для ванны 2 фута шириной и 4 фута длиной требуется вытяжка 225 куб. фут в минуту на кв. фут для достижения скорости 150 фут. в минуту (для хромирования с вытяжным колпаком с боковым пазом и с перегородкой), в то же время та же скорость вытяжки может достигаться (150 куб. фут в минуту на кв. фут), если вытяжной колпак имеет боковые панели. Добавление или удлинение боковых панелей также может повысить эффективность вытяжки за счёт уменьшения поперечных тяг. Боковые панели могут быть выдвинуты от вытяжного колпака настолько далеко, насколько это позволяет практика работы. Более низкие показатели вытяжки приводят к снижению выбросов (в некоторых случаях) и снижению счетов за электроэнергию (во всех случаях), но следует убедиться, что соблюдается регламент OSHA в отношении воздействия на персонал.
Но можно и переусердствовать. Высокая скорость вытяжки может повысить эффективность улавливания, но слишком высокая скорость приводит к «вакуумированию» частиц тумана, которые обычно могут возвращаться в электролит.
Если используются вентиляционные каналы с нисходящей тягой, вертикальная перегородка, установленная в верхней части канала, как правило, максимизирует скорость улавливания на большем расстоянии по ширине ванны и по воздушному пространству над ванной (в каналах с восходящей тягой «автоматически» используется вертикальная перегородка). Высота перегородки должна приближаться к ширине ванны (при условии, что перегородка не будет мешать перемещению электролита в ванне), если вентиляция осуществляется только с одной стороны.
Скорость поперечной тяги в осушенных ваннах не должна превышать 75 футов/мин (0,4 м/сек), чтобы избежать чрезмерных летучих выбросов и нарушения улавливания аэрозольного тумана вытяжным колпаком. В длинных ваннах вытяжной колпак/нагнетательная камера должны быть разделены таким образом, чтобы вытяжной воздух равномерно втягивался по всей длине колпака. Эффективность улавливания может быть измерена с помощью теста на наличие индикаторного газа или испарений.
Несколько завершающих советовzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzz
Также рекомендуется ориентировать длинные ванны таким образом, чтобы общая тяга воздуха в помещении проходила через узкий размер, а не вдоль более длинного.
Чрезмерный приток воздуха может нарушить улавливание выбросов. Подача свежего воздуха должна быть согласована с вытяжкой. Прорези не так эффективны для подачи воздуха и создания завесы, как форсунки (отверстия). Подающие струи должны быть направлены к центральной линии поверхности электролита в ванне. Вытяжная труба меньше в размерах поровну по всей ванне для поддержания равной скорости воздуха. Объёмные заслонки и ручное отключение позволяют оператору точно настроить поддув, а также отключить его во время погружения большой детали, которая блокирует вытяжку.

************************************
Компания «БалтМедиа Партнёр» ООО поставляет необходимые материалы, оборудование, оснастку и инструмент для
Тел. +7 (921) 895−1422, 8 (812) 994−9502
https://bmptek.ru
Электронная почта:
https://facebook.com/valerydic2021/
Управляющий проекта — Алексей Леонов
