Как остаться в рамках процесса сборки SMT
01 июля 2024 года
Поддержание устойчивости при ограничении использования.
Понимание и контроль рамок сборочного процесса — это не только работа с припойной пастой. Это управление всеми процессами, меняющимися при модульной сборке SMT для оптимальных результатов.
Окно процесса сборки определяется диапазоном параметров, в пределах которых припойная паста будет удовлетворять оптимальным, стандартным характеристикам. Нахождение вне этого окна может привести к дефектам, ремонту и несоответствиям, влияя на эффективность и выпуск электроники.
Параметры могут охватывать допустимые диапазоны для ряда областей, включая, но не ограничиваясь:
- общее время профиля оплавления из соответствующего пика;
- пик температуры печи оплавления;
- время превышения жидкого состояния;
- скорость изменения температуры;
- давление ракеля;
- скорость ракеля;
- толщина трафарета, конструкция, размер апертур и покрытия;
- точность монтажа компонентов;
- объём припоя;
- покрытие компонентов и печатной платы.
Обратите внимание на то, что индекс технологического окна (PWI) — статистический показатель, определяемый составом паяльной пасты и сплава, а сам по себе он недостаточен для определения технологического окна сборки. Необходимо учитывать все вышеперечисленные факторы.
Рассматриваемые факторыzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzz
Параметры, определяющие окно процесса сборки, не обособлены. Скорее, они влияют сложными путями, каждый влияет и подвержен влиянию других. Понимание и управление этим взаимовлиянием является не только управлением равновесия, речь идет о создании гармонии по всему процессу пайки.
Температура оплавления должна быть достаточно высокой, чтобы активировать флюс и образовать надёжное паяное соединение, но не так высока, чтобы повредить деликатные компоненты или подложку печатной платы. Профиль температуры также подвержен влиянию различных факторов, включая тип печи, скорость конвейера и тепловую массу сборки.
Конструктив печатной платы, включая слой площадок, слои заземления, проводники и необходимые структуры, определяет распределение тепла. Материалы с различными тепловыми свойствами ведут себя
Трафарет определяет форму и объём нанесённого припоя. Прецизионность и глубина апертур может влиять на появление мостиков или других дефектов. Не взирая на то, покрыт трафарет или нет, может сказаться на адгезии пасты к трафарету, несмотря на очистку после печати. Эти факторы, наряду с характеристиками припойной пасты, будут определять допустимый диапазон параметров печати.
Паяльная паста — это тщательно проработанная смесь, состоящая из порошка припоя и специального средства флюсования. Размер порошка припоя, форма и состав сплава определяют поведение при пайке, а состав флюсования диктует уровень активности и характер при нагреве.
Состав припойной пасты и влияниеzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzz
Припойный сплав определяет механические и электрические свойства паяного соединения. Более мелкий размер порошка часто способствует более лучшей печати, достигать прецизионности, но может и увеличивать риск окисления, формирования мостиков и пустот.
Средство флюсования отвечает за удаление окислов с поверхности металлов, защищая место пайки от дальнейшего окисления и увеличивая смачиваемость. Флюс влияет на уровень активности, вязкость, снижение характеристик и на остатки для конкретного типа припойной пасты. Производственникам необходимо рассмотреть:
- Надёжность: состав сплава припойного порошка, объединённого с защитным действием флюса, вклад в долговременную надёжность паянных соединений.
- Печатаемость: это свойство определяется физическими характеристиками порошка припоя и реологией флюса. Оптимальная печать гарантирует постоянство объёма оттиска (определяется контролем припойной пасты) и имеет решающее значение для минимума дефектов в прецизионности.
- Характер оплавления: флюс должен активировать при соответствующей температуре, давая превосходную смачиваемость и распределение сплава припоя. Паста также должна демонстрировать хорошую сочетаемость, приводя к прочным паянным соединениям без пустот.
- Характер остатков: после оплавления остатки флюса могут сказываться на характеристиках и виде печатной платы.
Не коррозионно-активные , несмываемые флюсы могут оставлять минимальные, доброкачественные остатки тогда, как водные и канифольные флюсы требуют очистки. - Совместимость с окружающей средой: Припойные пасты должны подчиняться регулированию окружающей среды. В большинстве применений нужны бессвинцовые сплавы, а некоторые современные требования говорят о флюсах без галогенов.
- Операбельность: обратите внимание на срок службы, требования к хранению, диапазон влажности и липкость. Эти факторы будут определять на сколько продукт годен для применения.
Это только фрагмент общей картины. Она должна быть дополнена рассмотрениями, включая особые критерии пользователя, всё это требует правильного баланса.
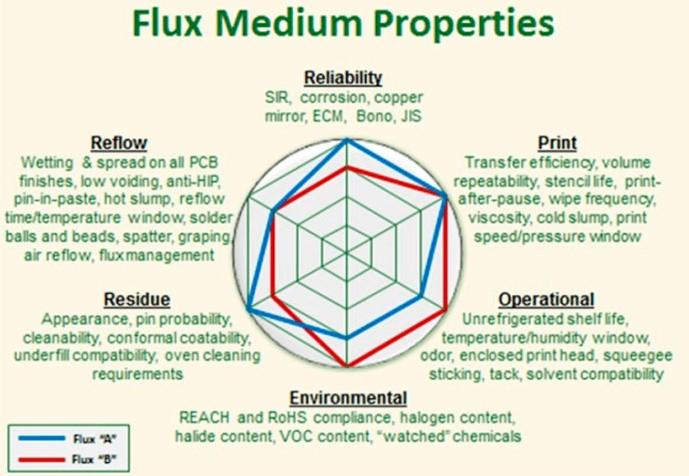
Рис. 1
Оставаясь в рамках процесса сборкиzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzz
Выбор подложки, компонентов, припойной пасты, трафарета и многое другое определяет то, на сколько широк или узок диапазон процесса сборки. Хотя хорошая идея сделать выбор достаточно
широким с учётом вариантов, но она также требует сбалансированности в ограничении применения. Для этого следует выполнить:
- Выработать всесторонне понимание требований. Сюда входят природа компонентов, типы материалов печатной платы и внешние условия, в которых будет работать сборка.
- Рассмотрение вариантов сплава припоя. Точка плавления припоя должна быть согласованы с пределами для компонентов и подложки. Сюда попадает учёт избыточного нагрева, необходимый в местах сильного теплообмена.
- Рассмотрение вариантов флюсов. Хорошо сбалансированный флюс может существенно влиять на смачивание и целостность паянного соединения. Рассматривайте уровень активности, характеристику остатков и электрохимическую надёжность флюса.
- Правильно выбирайте припойную пасту. После отдельного рассмотрения сплава и флюса важно заглянуть немного глубже и убедиться, что результаты использования припойной пасты известны по консистенции и надёжности. Отклонения в составе пасты могут привести к обширному ряду проблем сборки, делая их критичными для выбора и от производителей с известной репутацией и высокими стандартами.
- Оценка характеристик припойной пасты. Поскольку окончательное взаимодействие пасты и процесса может привести к нежелательным последствиям, нужно оценить пасту в условиях производства. Замерьте объём оттиска печатной пасты, допустимый процент пустот и посмотрите другие дефекты после оплавления. Изучите любые остатки от флюса для уверенности попадания в спецификацию или может потребоваться очистка.
- Регулировка, если требуется. Окончательно отрегулируйте параметры процесса, пока не будут получены желаемые результаты.
Управление диапазоном процесса сборки помогает оптимизировать применение припойной пасты. Понимая взаимодействие между свойствами пасты и обширным окружением сборки, профессионалы могут усилить гибкость, снизить дефектность и поддержать высокий стандарт эффективности и надёжности.
*************************
Во взаимовыгодной работе обеспечена информационная поддержка, консультирование, сопровождение технологического процесса, правильная расстановка подобранного оборудования, его поставка, наладка, сервис и обеспечение базовыми и расходными материалами.
Предлагаются пасты свинцовые и бессвинцовые, низкотемпературные, содержащие серебро и с микрошариками припоя. А также — составы и салфетки для очистки от остатков пасты.
По возможному сотрудничеству в технологиях
Электронная почта: office@bmptek.ru
https://bmptek.ru
Тел. +7 (921) 994−95−02
https://facebook.com/valerydic2021/
Управляющий проекта — Алексей Леонов
