Групповая за готовка печатных плат
(статья Президента и управляющего компании,

![]()
Введение
Один из крупнейших вызовов, с которым сталкиваются разработчики печатных плат (ПП), это — непонимание факторов, влияющих на производственный процесс. Предлагаемая статья — первая из серии будущих рассмотрений этих факторов (с точки зрения будущего производителя ПП) и конструкторских решений, влияющих на надёжность продукции.
DFM
Дизайн для производства (DFM) определяется практикой конструирования ПП, которая удовлетворяет не только возможностям процесса сборки у производителя, но и — возможностями процесса изготовления ПП при наименьших затратах. В статьях будут предложены советы как помочь «успешному конструированию».
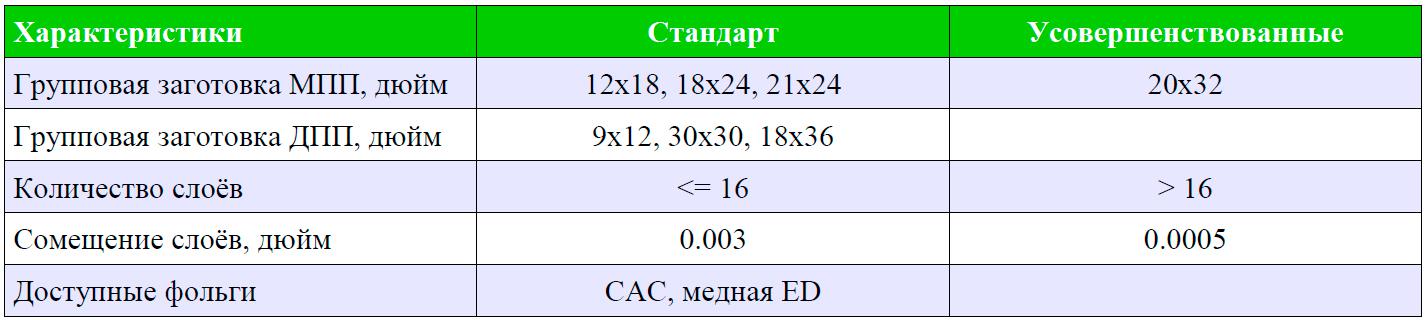
Таблица 1. Доступны несколько стандартныз размеров заготовки,
а также — заказные заготовки для крупноформатной печати.
Формирование групповой заготовки
Формирование групповой заготовки это — процесс размещения одной или более ПП на производственной заготовке и включение структур, помогающих изготовлению (таких как инструментальные отверстия, реперные знаки, купоны
Площадь заготовки для ПП и купонов, рассматривается как полезная. Количество и вид купонов базируется на параметрах ПП и требованиях контроля импеданса. Иногда купоны могут уменьшить количество плат, размещённых на заготовке. Эта площадь определяется процентом от деления площади, занимаемой ПП, на всю площадь заготовки.
ПП размещаются на полезной площади. Любая поверхность вне полезной площади используется как инструментальная, для контроля ширины проводников и купонов.
Экономное использование материала определяется групповой заготвкой, где используется более 75% поверхности.
Исходный лист материала составляет первичную стоимость МПП. Оптимизация структуры заготовки на стандартных базовых материалах, достигая максимального использования материала на стандартных размерах заготовки, может иметь значительное влияние на цену МПП и изготовление. Предпочитаются три типоразмера: 12×18, 18×24 и 21×24 дюйма. Наиболее экономичным вариантом при изготовлении является крупноразмерная заготовка. Наиболее употребляемый размер — 18×24 дюйма. Для специальных применений используются заготовки иного размера.
Наиболее эффективное использование материала достигается с ПП или c элементами ПП, где окончательная прорисовка максимально вписана в полезную площадь заготовки.
Для ОПП и ДПП необходима граница в 0.5 дюйма по периферии заготовки в инструментальных целях. Для МПП допускается увеличение до 0.75 дюйма.
Полезная площадь заготовки
Приведённая таблица может быть использована для определения максимум одной МПП, размещённой на заготовке. Размеры заготовок подразделены на «стандарт» (наиболее используемый) и «оптимальный» (заказной).
Есть три основных вида заготовки, уменьшающие полезную площадь:
- Требование размещения и повторения.
- Обеспечение электролитической металлизации контактов.
- Купонные требования такие, как стандартизация MIL или импеданс.
Размещение и повторение
Это процесс успешной поторяемости рисунков на заготовке. Для ПП без золочения контактов стандартный зазор между рисунками — 0.1 дюйма.

Купоны контролируемого импеданса
Печатные платы с контролируемом импедансом изготавливаются с тестовыми купонами как наслаиваемые. Обычно, требуется приграничная область шириной один дюйм. Когда указывается 20% допуск на импеданс или менее, то используются купоны с контролируемой геометрией.
Купоны стандартов MIL
Любая плата, отвечающая требованиям военной спецификации будет иметь купон, размещённый на ПП. Обычно, требуется приграничная область в один дюйм.
Направляющие сборки
Последующее рассматривается при необходимости направляющих сборки для максимального размещения на заготовке. Необходим приграничный минимум в 1.0 дюйм по периметру заготовки для размещения штырей, купонов, гальванических зажимов и других приспособлений, требуемых при обработке заготовок. В обычной практике, допускающей направляющие сборки (отламываемые), отламываемые выступы — 0.5 дюйма к приграничному 1.0 дюйму. Когда направляющая входит в приграничную зону 1.0 дюйма на заготовки, некоторые инструментальные структуры могут остаться на направляющей после обработки. Это может исключить инструментальные отверстия, реперные знаки и проёмы внутреннего слоя. Эти дополнительные структуры не влияют на операции сборки.
Сборочные сетки или подгруппы
Очень часто требуется повторяемость ПП на сетке для сборки. Необходимо иметь базу данных сборочной сетки для обеспечения изготовителя ПП для уверенности в соответствии сетке. Требуются соответствующие характеристики для заготовки сборки, правильно определяющие сборочную сетку:
1. Наслаиваемая ПП.
- Расстояние отверстия от края платы.
- Размер платы.
2. Информация по сетке
- номер эскиза сетки.
- физический размер сетки.
- размер направляющей.
- номер наслоения по сетке.
- разлом заготовки.
- может ли инструментарий изготовителя размещаться в пределах границ направляющей?
3. Есть ли компоненты, свешивающиеся с края платы?
- Если — да, то укажите местоположение и размер на эскизе.
4. Нужно ли специально ориентировать плату в отношении сетки?
5. Если есть много номеров на одной сетке, то местоположение и ориентация должны быть указаны.
***********************
Компания «БалтМедиа Партнёр» помогает внедрению и освоению эффективной техники на российском рынке производителей электроники.
Электронная копия книги может быть предоставлена по запросу.
По вопросам сотрудничества, необходимости получения электронного варианта и переводы, следует использовать следующий контакт:
Тел. +7 (921) 895−1422, (812) 994−9502
Электронная почта: office@bmptek.ru
Управляющий проекта — Алексей Леонов
