Электролитическое меднение, часть 5

Декабрь 2023 года
В предшествовавших публикациях материалы были посвящены основам электролитического меднения печатных плат, где предметом рассмотрения стала основная функция органических добавок и их роль в получении микрокристаллической структуры, однородности покрытия и в физических свойствах получаемого медного покрытия.
В настоящей публикации внимание уделено другим критичным параметрам металлизации, влияющих на рассеивающую способность, толщину меднения и металлургические свойства. А в будущем рассмотрении будут освещены добавки и их функциональность более детально.
Основные параметры металлизацииzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzzz
Очень важно принимать и понимать, что эти параметры могут контролироваться.
|
Соотношение анода к катоду |
Соотношение к сквозным и глухим отверстиям |
|
Расстояние от анода к катоду |
Состояние подключения электрокабелей (выпрямителя) к гальванической ванне |
|
Гальванические подвески и электропроводность |
Рабочая температура |
|
Катодная плотность тока |
Состав электролита |
|
Перемешивание |
Конструкция ванны |
|
Рисунок схемы |
Контроль накапливающихся в ванне загрязнений |
Табл.1 Ключевые параметры для технологической группы
Это не только об органических добавках. Много других факторов, играющих существенные роли. Все факторы, приведённые в Таблице 1, могут контролироваться и управляться производственником, исключая конструктив платы (рисунок схемы) и соотношение к толщине. Относительно последнего производитель может поработать совместно
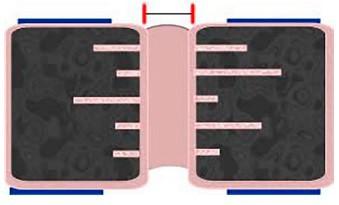
Рис. 1 Рисунок сквозного отверстия показывает соотношение толщины 60 мил платы
к диаметру 10 мил отверстия (60/10 = 6:1)
Почему имеет значение соотношение и общая толщина платы? Как показано на рисунке 2 чем толще заготовка, тем больше разница плотности тока между поверхностью платы и отверстием. Это особенно важно в достижении кроющей силы (ТР), определяемой толщиной меднения в центре отверстия разделённой на толщину меднения на поверхности платы.
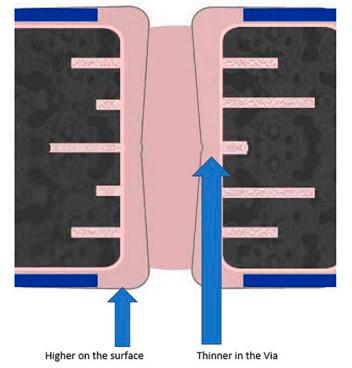
Рис. 2 Измерение кроющей силы.
Напрмер, полагая 20 мкм в центре отверстия и 25 мкм на поверхности, соотношение 20/25 мкм = 80%
В то время, как имеется множество факторов, влияющих на кроющую силу, включая катодную плотность тока, электропроводность электролита (серная кислота к концентрации иона меди), хлорид ион, соотношение также существенно и значимо. Сюда входит общая толщина платы. Как и с любой покрываемой печатной платой есть сопротивление прохождению тока в отверстие относительно течению тока на поверхности. То есть имеется падение напряжения при прохождении тока с поверхности в отверстие. Иллюстрация приведена на рисунке 3.
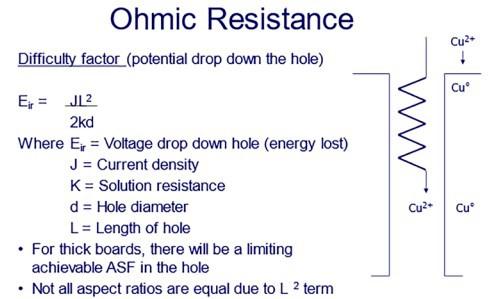
Рис. 3 Омическое сопротивление по закону Ома: E=IR.
Важно отметить, что толщина платы — не простая линейная зависимость. На рисунке 3 можно видеть, что толщина платы квадратичная, добавляя степень трудности в кроющей способности. В последующих примерах сопоставляются два различных конструктива платы. Для иллюстрации предлагается толщина одной платы 1.6 мм, а диаметр отверстия — 0.15 мм для соотношения 10:1. Вторая плата толщиной 3.175 мм и диаметром отверстия 0.3 мм, примерно с тем же соотношением как у тонкой платы. Однако, показано, что они не металлизируются одинаково. Не все соотношения равноценны
Для лучшего понимания на рисунке 4 показано высокое соотношение к отверстию. Следует отметить сужение меднения в центре отверстия относительно поверхности.
Состояние, приведённое на рисунке 4 известно, как «собачья косточка» для сужения в центре отверстия. Если меднение становится тоньше в отверстии, то растрескивание меди будет больше. Рассмотрение «собачей косточки» критично для гарантии долговременной надёжности. Как оптимизировать рассеивающую способность см. в следующей публикации.
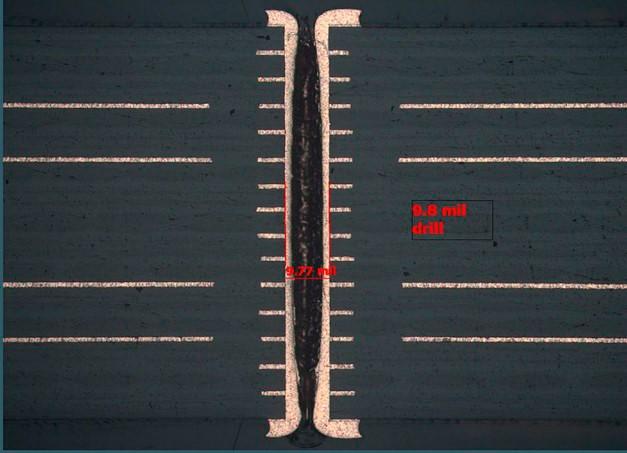
Рис. 4 Коническое покрытие способствует слабому меднению в центре отверстия.
*************************
Компания «БалтМедиа Партнёр», работая индивидуально с заказчиком, помогает правильному выбору необходимого оборудования и рекомендует как эффективно выстроить производственный процесс, сопровождая его поставками расходных и базовых материалов.
При заинтересованности в сопутствующей информации производству печатных плат
Тел. +7 (921) 895−1422, 8 (812) 994−9502
Электронная почта: office@bmptek.ru
https://bmptek.ru
Управляющий проекта — Алексей Леонов
