Электролитическое меднение, часть 3 Рассеивание и кроющая сила
Введение
Успех в гальванике основан главным образом на понимании и использовании главных принципов, управляющих процессом электроосаждения (часто употребляется как электролитическое осаждение). В сообщении представлен взгляд на основы рассеивания и кроющую силу, что это означает для изготовителя печатных плат (ПП).
Рассеивание тока
Есть много факторов, влияющих на протекание тока в электролитической ячейке, а в конечном итоге, на распределение металла покрытия, наряду с концепцией кроющей силы. Среди них:
- состав электролита;
- влияние поляризации;
- проводимость электролита;
- эффективность катода / кривая плотности тока;
- геометрия ванны / конструкция электролитической ячейки;
- другие факторы такие, как использование органических добавок;
- состав подложки и структура;
- подготовка поверхности и предварительная обработка.
При изучении электроосаждения нужно понимать, что распределение тока имеет две составляющих:
- первичное распределение тока;
- вторичное распределение тока.
Каждый может легко использовать эти две составляющие при разработке модели процесса электроосаждения. Первичное распределение тока определяется падением напряжения внутри ячейки, формой электрода и размещением. В основном, это связано с электрическим полем в самой ячейке.
К счастью для процесса электроосаждения вступают в игру и другие факторы. Если бы было только первичное распределение тока, относительно равномерное распределение покрытия и хорошая кроющая сила при высоком соотношении отверстия и толщины платы, то это было бы сложной задачей, если почти недостижимой. В действительности, влияет вторичное распределение тока через электропроводность ячейки, наряду с кинетикой электродов.
Более детально, органические и другие добавки препятствуют высокой плотности тока, уменьшая металлизацию в таких местах платы. Это помогает микрокроющей силе в местах низкой плотности тока, например, с высоким омическим сопротивлением (малой электропроводности). Это пояснено на рисунке 1.
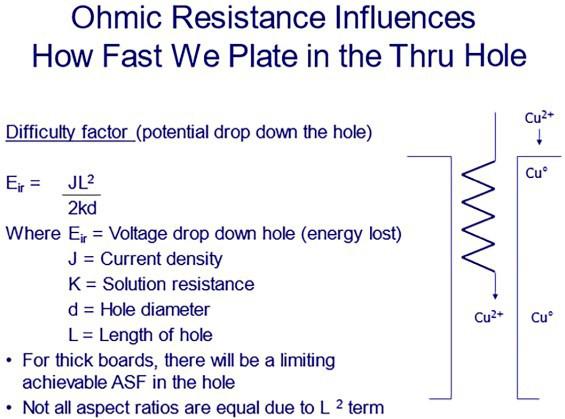
Рис. 1 Ключевые факторы, влияющие на электролитическое меднение
|
.
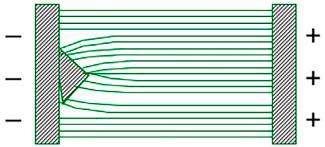
|
. Рис. 2 Первичное распределение тока. Большое сопротивление электролита помогает толстой металлизации, где расположены места высокой плотности тока. |
К счастью технолога, другие факторы вступают в игру в форме вторичного распределения тока. Разница в первичном и вторичном распределении тока лежит в понимании электродной кинетики в дополнение к электропроводности электролита. Вторичное распределение тока помогает более однородному распределению по поверхности катода. В первую очередь это происходит
По сравнению с первичным распределением тока вторичное более сглаженное, с небольшой разницей между минимальными и максимальными значениями. При активирующем перенапряжении местная, высокая плотность тока привела бы к локальному перенапряжению на поверхности электрода, способствуя перераспределению тока в другие места, по сути, направляя его в области с меньшей плотностью тока (выравнивание). Таким образом, можно улучшить распределение в металлизации в сквозном отверстии.
Технолог может улучшить распределение металлизации и кроющую способность варьируя следующее:
- снижая катодную плотность тока:
- увеличивая электропроводность электролита — высокая концентрация кислоты;
- создавая однородное перемешивание электролита вдоль заготовки плат, но не избыточное;
- отслеживая загрязнения и накопление органики в электролите;
- увеличивая расстояние между катодом и анодом — 25 см улучшает кроющую способность относительно 15−20 см.
Помните, что это — процесс, и требует контроля!
*************************
Компания «БалтМедиа Партнёр», работая индивидуально с заказчиком, помогает правильному выбору необходимого оборудования и рекомендует как эффективно выстроить производственный процесс, сопровождая его поставками расходных и базовых материалов.
При заинтересованности в сопутствующей информации производству печатных плат
Тел. +7 (921) 895−1422, (921) 994−9502
Электронная почта:
https://bmptek.ru
Управляющий проекта — Алексей Леонов
