Аномалии металлизации и дефекты, часть 2
(перевод статьи из журнала «The PCB Magazine», декаябрь 2021, автор статьи — Michael Carano,
Введение
Одна из наиболее трудных вещей в диагностике дефектов печатных плат (ПП) нахождение и понимание пути появления дефекта. Многие из этих дефектов могут иметь различные происхождения, а другие — могут не проявлять себя в процессе, где существует дефект. Таким образом, существует опасность к преждевременном заключении о дефектности.
Часто приходилось включаться в решение технических проблем производства ПП с технологом, называющим дефект «аномалией». Реально нет хорошей идеи, как упростить предполагаемые аномалии. Ошибка в понимании правильного развития дефекта приведёт к неправильным средствам устранения этих дефектов. Далее показаны некоторые из дефектов и возможные средства борьбы с ними.
Отслаивание гальванической меди
Самая распространённая жалоба, которую можно услышать — отслаивание гальванической меди. Хорошо, но где? От поверхности или в пределах отверстия? Это действительное отслоение или заусенец, попавший между подложкой и гальванической медью? Это отслаивание между химической и гальванической медью или это отслоение химической меди от фольговой меди? Как часто возникает эта проблема
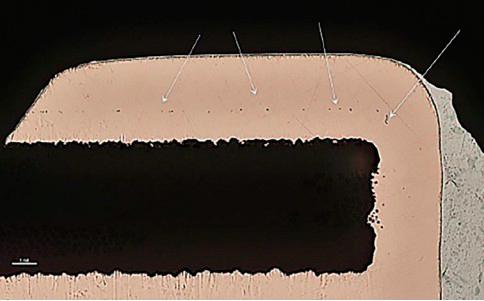
Рис. 1 Стрелки указывают на видимые отслоения или потерю адгезии гальванической меди.
В этой ситуации мог быть заусенец на поверхности медной фольги или остатки слева позади
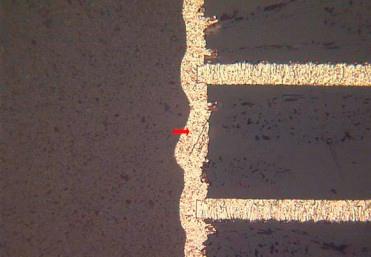
Рис. 2 Стрелка указывает на выпуклость в гальванической меди.
Связанна ли выпуклость меди
- Очень высокая скорость химического меднения.
- Осадок меди с высоким напряжением.
- Граница подложка/смола или осталось наволакивание или стенка отверстия имеет недостаточную шероховатость в процессе очистке от смолы /подтравливаня.
- Возможно пыль от сверления /заусенец в отверстии.
Теперь вопрос: где место вспучивания? Нанесённая гальваническая медь,
Так что, не путайте вспученный осадок, который отделяется и отрывается, с другим дефектом, известным, как отслоение стенки отверстия (HWPA).
Отслоение стенки отверстия (HWPA)
В то время, как несколько причин HWPA применимы и для вспученного осадка меди, есть и существенные различия. HWPA — потеря адгезии гальванического осадка к стенке отверстия (рисунок 3).

Рис. 3 Пример HWPA
Наиболее типичный вид HWPA приведён на рисунке 3. Осадок отслоён от стенки отверстия, но не фракционно или чашуйчато. Тем не менее, это — дефект и должен быть вылечен. Причина возникновения HWPA очень похожа на ту, что приводит чашуйчатости или вспучиванию. По крайней мере, это рассматривается как «индикатор процесса». Это означает, что процессы очистки от смолы и металлизации требуют внимания. Конечно, если отслоение стенки отверстия вызовет отклонение минимального диаметра отверстия или приведёт к другим отклонениям, то это будет причиной отбраковки.
Поэтому, она связана со вспучиванием или отслоением осадка до гальванического меднения. В таблице 1 приведены наиболее общие причины для этого типа дефекта.
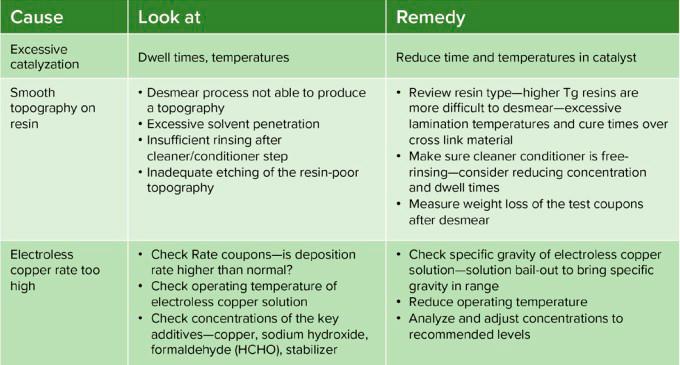
Таблица 1. Наиболее общие причины HWPA
Предостережение: не путайте HWPA с вытеканием смолы (рисунок 4).
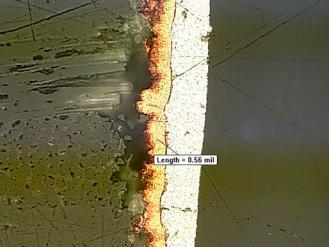
Рис. 4 Пример заглублений в смоле
Заглубление в смоле — проблема, относящаяся к материалу, где смола съёживается от покрытия. Это появляется обычно после термоудара. Согласно стандарту IPC 600 H съёживание смолы допускается.
Есть твёрдая убеждённость во взаимосвязанности процессов и появление дефектов, связанных с технологическим процессом. Всегда полезно помнить несколько вещей при диагностике проблемы процесса. Для успешной диагностики обычно используются следующие догадки. В первую очередь, это следующие:
- Определите проблему или проблемы (будьте как можно более конкретными).
- Найдите возможные причины (ищите связи с другими менее очевидными процессами).
- Методы и процедуры для проверки, чтобы определить на какие причины ссылаться.
- Проверка предположений.
- Выполнение корректирующих операций.
Хотя это и звучит, как чрезмерное упрощение, такой подход просто необходим для правильного выявления и решения рассматриваемой проблемы. Реально, то, что требуется — структурированный подход. Нужно помнить, что наиболее важным фактором успеха является способность добраться до первопричины проблемы. Перестаньте показывать пальцем и соберите различных участников процесса для совместной работы.
*************************
По возможному сотрудничеству в технологиях
Электронная почта: office@bmptek.ru
https://facebook.com/valerydic2021/
Тел. +7 (921) 895−1422, (812) 994−9502
Управляющий проекта — Алексей Леонов
